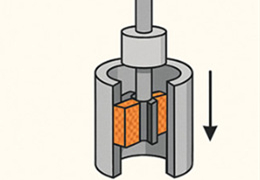
This paper introduces the main occasions, causes and countermeasures of the vibration tool occurrence, which can be used to solve the problem of vibration tool in daily processing.
Generally, when the lathe is used for machining, the so-called "vibration knife" will occur on the following occasions:
Using the forming blade for forming turning; Outer turning of slender round rod; The outer turning of the thin meat round rod; Box-shaped parts (such as sheet metal welding structural parts) turning; Superhard material cutting; Bearing has been damaged and continues cutting, etc.

Occurrence Reason:
Forced Vibration
This is the forced vibration caused by intermittent cutting or the vibration caused by faulty rotating parts. Generally, the abnormal sound caused by bearing damage, poor gear meshing, poor clamping of workpiece, excessive spindle swing, etc., all fall into this category.
Among these problems, intermittent turning belongs to the processing technology, and the part fault carefully comes mostly from the assembly technology of the machine tool and the quality control of its key parts, and it is also related to the structural design concept of the machine tool. Its vibration characteristics are directly related to the number of revolutions.
Self-excited Uibration
This is because when machining with periodic work uneven feature, cause a modicum of cycle phase stagger overlapping and repeated regeneration effect, the effects of general and could be called "Resonance" (Resonance), the main reason comes from the natural frequency of machine tool structure was inspired or workpiece clamping system from low frequency to be challenged.
Only because of the natural frequencies of the structure along with the change of clamping or fixed way change, so the vibration knife happens, very often a change of cutting conditions, such as change speed can improve the cutting vibration, however in some unable to change cutting speed occasions (such as tapping, or some material cutting), only with the help of the clamping way change, Even changing the tool or the way the tool is fixed can solve this problem.
Countermeasure to Restrain Vibration Knife:
According to the principle of vibration knife obtained from the research, there are some more specific and practical methods applied in the processing site at present:
1. try to choose all conditions with small cutting impedance, that is, the most appropriate tool feed rate and cutting speed (or spindle speed).
2. adjust the cutting speed to avoid resonance.
3. reduce the weight of the vibration of the part of the work, the less inertia the better.
4. for the vibration of the largest place to be fixed or clamped, such as the center frame, working retainer, etc.
5. improve the rigidity of the processing system, such as the use of a higher elastic coefficient of the handle or the use of a special seismic force to join the dynamic shock absorber, to absorb the impact energy.
6. from the direction of the blade and the work of rotation (the work will also increase the stability of the tool pressure).
7. change the shape of the tool and the approach Angle, such as: the smaller the nose radius, the better, in order to reduce the cutting resistance. The roll Angle must be positive to make the cutting direction more vertical. The best inclination is positive, but even the chip cutting ability is relatively poor, so generally can choose a groove cutter to make the inclination negative, but still maintain a positive cutting effect.
The smaller the guide Angle, the better, it is better to zero.