Grinding Method of External Round and Step Surface
Methods of external grinding
a. Longitudinal grinding method
The longitudinal grinding method is the most commonly used grinding method. When grinding, the table makes longitudinal reciprocating feed, the grinding wheel makes periodic transverse feed, and the grinding allowance of the workpiece should be ground away in several reciprocating strokes.
Characteristics of the longitudinal grinding method (referred to as the longitudinal method):
1. in the entire width of the grinding wheel, the work of the abrasive grains is not the same, the left end face of the grinding wheel (or the right end face) sharp corner of the burden of the main cutting role, the workpiece part of the grinding residue by the sharp corner of the grinding wheel at the abrasive grains to remove, and the vast majority of the abrasive grains on the width of the grinding wheel to bear to reduce the role of the value of surface roughness of the workpiece. Longitudinal grinding method of grinding force is small, good heat dissipation conditions, can obtain higher machining accuracy and smaller surface roughness value.
2. Low labor productivity.
3. Smaller grinding force, suitable for grinding of slender, precision or thin-walled workpieces.
b. Plunge-cut grinding method
Plunge-cut grinding method is also known as transverse grinding method. The length of the outer circle of the workpiece to be ground should be less than the width of the grinding wheel, and the grinding wheel makes continuous or intermittent transverse feeding movement when grinding until all the residual amount is ground away. There is no longitudinal feed movement when the grinding wheel is grinding. Higher plunge rate is available for rough grinding; lower plunge rate is available for fine grinding to prevent burns and heat deformation of the workpiece.
Features of the plunge-cut grinding method (plunge-cut method for short):
1. The working condition of the abrasive grains on the whole width of the grinding wheel is the same, giving full play to the grinding effect of all the abrasive grains At the same time, due to the use of continuous transverse feed, shorten the basic time of grinding, so there is a very high production efficiency.
2. The radial grinding force is large, the workpiece is easy to produce bending deformation, generally not suitable for grinding finer workpieces.
3. When grinding, it generates large grinding heat, and the workpiece is easy to be burned and deformed by heat.
4. The form of the grinding wheel surface (dressing marks) will be copied to the surface of the workpiece, affecting the surface roughness of the workpiece. In order to eliminate the above defects, a small longitudinal movement can be made at the end of the plunge method.
5. The plunge-cut method is only suitable for grinding external surfaces of short length due to the limitation of the grinding wheel width.
c. Segmented grinding method
The segmented grinding method is also known as the integrated grinding method. It is a comprehensive application of the plunge-cut method and the longitudinal method, i.e., first use the plunge-cut method to rough-grind the workpiece in segments, leaving a margin of 0.03~0.04mm, and finally use the longitudinal method to finish-grind to size. This grinding method that utilizes the advantages of high productivity of the plunge-cut method and the advantages of high machining accuracy of the longitudinal method. When grinding in sections, there should be an overlap of 5~10mm between two adjacent sections. This grinding method is suitable for workpieces with good grinding allowance and rigidity, and the length of the workpiece should be appropriate. Considering the grinding efficiency, a wider grinding wheel should be used to reduce the number of segments. It is optimal when the length of the machined surface is about 2~3 times the width of the grinding wheel.
d. Depth grinding method
This is a grinding method used more often, using a larger amount of back draft in a longitudinal feed to grind away all the grinding allowance of the workpiece. Since the basic grinding time is shortened, the labor productivity is high.
Characteristics of the deep grinding method:
1. Suitable for grinding workpieces with good rigidity
2. The grinding machine should have large power and rigidity.
3. Grinding with a smaller single direction longitudinal feed, the grinding wheel longitudinal feed direction should face the headstock and lock the tailstock sleeve to prevent the workpiece from falling off. The grinding wheel hardness should be moderate and have good grinding performance.
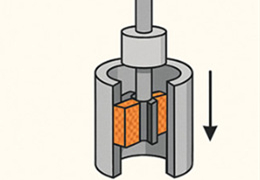
Grinding method of step surface
.jpg)
The step surface of the workpiece can be ground by hand after grinding the outer circle, and then move the table by hand to grind the end face of the grinding wheel. When grinding, the grinding wheel needs to be slightly withdrawn horizontally, hand cranking table, to be the grinding wheel and the end face of the workpiece contact, for intermittent feeding, and pay attention to pouring sufficient cutting fluid, so as not to burn the workpiece. Usually, the end face of the grinding wheel can be repaired into a concave shape, in order to reduce the contact area between the grinding wheel and the workpiece, and improve the quality of grinding.
Grinding step surface, the grinding wheel is subjected to a lot of lateral pressure, therefore, the operation should be careful to move the table, when the workpiece end face and the grinding wheel contact, the hand can be used to gently tap the longitudinal feed handwheel, is the feed is small and uniform.
Selection of grinding allowance and grinding dosage
a. Allocation of grinding allowance
Reasonable determination of grinding allowance plays an important role in improving productivity and ensuring workpiece quality. When determining the grinding allowance, a series of factors should be considered, such as the shape and size of the parts, technical requirements, process sequence, heat treatment methods, processing methods used, equipment and so on. General principles are as follows:
1. the shape of the workpiece is complex, high technical requirements, complex process sequence, the grinding allowance should be larger, such as high-precision machine tool spindles and sleeves and other parts.
2. The workpiece is slender or thin-walled, the grinding allowance should be larger.
3. For heat-treated workpieces, the grinding allowance should be larger in consideration of heat-treatment deformation.
4. The larger the size of the workpiece, the more error factors in processing, due to grinding force, internal stress caused by the possibility of deformation increases, should be increased accordingly.
5. The grinding allowance should be reduced in the order of rough grinding, semi-fine grinding, fine grinding and precision grinding.
b. Selection of cylindrical grinding dosage
The choice of grinding dosage has an impact on the surface roughness of the workpiece, machining accuracy, productivity and process cost.
1. Selection of the circumferential speed of the grinding wheel: when the circumferential speed of the grinding wheel is increased, the grinding productivity is obviously improved; at the same time, the grinding thickness cut down by each abrasive grain is reduced, so that the surface roughness value of the workpiece is reduced, and the load of the abrasive grain is reduced. General cylindrical grinding Vs = 35m / s, high-speed cylindrical grinding Vs = 45m / s. High-speed grinding to use high-strength grinding wheel.
2. the choice of workpiece circumferential speed: workpiece circumferential speed increases, the grinding wheel in the unit time to remove the amount of metal increased, thus improving the grinding productivity. However, as the workpiece circumferential speed increases, the grinding thickness of a single grain increases, the plastic deformation of the surface of the workpiece also increases accordingly, so that the surface roughness value increases. Generally, Vw should maintain an appropriate proportional relationship with Vs. Take Vw=13~20m/min for cylindrical grinding.
3. Selection of the amount of back draft: when the amount of back draft increases, the productivity increases, the surface roughness value of the workpiece increases, and the grinding wheel is easy to become blunt. Generally ap=0.01~0.03mm, ap<0.01mm for fine grinding.
4. the choice of longitudinal feed: longitudinal feed on the impact of processing and back draft amount of the same. Rough grinding f=(0.4~0.8)B, fine grinding f=(0.2~0.4)B, where B is the grinding wheel width.
 The utilization of positioning reference and fixture
The utilization of positioning reference and fixture
a. positioning reference concept
Benchmark is used to determine the position of other points, lines, surfaces on the basis of the points, lines, surfaces. Used to locate the datum is called positioning datum. Positioning is the process of determining the correct position of the part. Cylindrical grinding of shaft parts are set on the two center holes. Usually, the shaft is clamped with two centers, and its positioning datum is the center axis formed by the two center holes, and the workpiece is rotated and shaped into a cylindrical surface.
b. center hole
General shaft parts on the consideration of cylindrical grinding process, in the parts drawing are attached to the design of the center hole for the positioning reference. Common center hole has two standards. a type center hole for, 60 ° cone is the working part of the center hole, by the top of the 60 ° cone support, play the role of centering, while bearing the grinding force and the gravity of the workpiece. 60 ° cone of the front face of the small cylindrical holes can be stored lubricant to reduce in the grinding, the top of the center hole and the center of the friction between the hole. b type of the center hole, with a 120 ° protection cone, which protects the edge of the 60 ° cone from touching, and the workpiece is rotated to form a cylindrical. b type center hole, with 120 ° protective cone, which protects 60 ° cone edge from touching. ° cone edge from bruising, commonly used in high precision and long machining process of the workpiece.
c.Technical Requirements for Center Hole
1. The roundness tolerance of the 60° cone is 0.001mm.
2. 60 ° cone surface by the gauge coloring method of inspection, the contact surface should be greater than 85%.
3.The tolerance of coaxiality of the center hole at both ends is 0.01mm.
4.The surface roughness of the conical surface is Ra0.4μm or less, and there can be no burrs, bruises and other defects.
In order to meet the requirements for the center hole, the following methods can be used to repair the center hole:
1. Use oil stone and rubber grinding wheel to repair the center hole.
2. Grinding the center hole with cast iron center
3. Use formed internal grinding wheel to repair the center hole
4. Extruding the center hole with a four-pronged carbide tip
5. Grinding center hole with center hole grinder
d. Center
The shank of the top is Morse taper, and the size of the top is expressed by Morse taper, such as Morse No.3 top. The centers are general-purpose fixtures and are widely used in cylindrical grinding.
e. Arbor
Mandrels are special fixtures used for clamping sets of parts to meet the accuracy requirements of cylindrical grinding of parts.