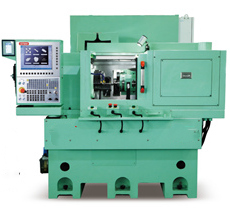
Machine tool name: Servo Surface CNC cylindrical grinder
Model: MS8320x500
Processed product name of :
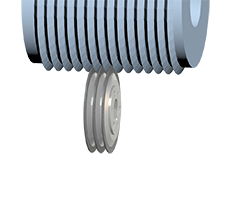
a. Name: Punch
b.Materials:
c. Pre-grinding requirements (see the pre-grinding process drawings for details)
The processing plan adopted: (one clamping process completes grinding one after another)
a. The machine tool control system adopts Japan's Rhenium Co., Ltd. (crankshaft special system) CNC system and digital AC servo drive. It realizes eccentric follow-up grinding through four-axis three-linkage control, and can complete multiple cylindrical contours in one clamping.
b. The machine tool is equipped with Marposs precision probe to eliminate center hole errors and achieve axial positioning and angular positioning.
c. The headstock uses a DD motor, which is controlled by a CNC system to link the headstock spindle rotation with the grinding wheel frame linear motor feed to achieve non-circular grinding profiling motion.
d. The grinding wheel frame feed is driven by an AC servo linear motor and is equipped with a grating ruler to form a closed-loop control; the feed guide rail uses a linear rolling guide rail to ensure accurate and sensitive feed.
e. The machine tool grinding wheel spindle system adopts a dynamic and static pressure spindle direct-connected disc motor, equipped with a CBN grinding wheel, and grinds at a constant linear speed of 80m/s.
f. The outer diameter of the eccentric shaft is automatically ground by straight cutting. Except for manual loading and unloading, the rest of the grinding work cycle is completed automatically.
g. Use a front diamond roller to dress the grinding wheel to achieve automatic dressing and automatic compensation.
h. Overview of the grinding operation procedure: First start the dynamic pressure oil pump, hydraulic pump, and lubrication pump, dress the grinding wheel through the subroutine, and manually load the material. After the workpiece is accurately positioned, the foot switch clamps the workpiece, the door is closed manually, and the cycle button is pressed. , after the positioning is correct, the headstock rotates synchronously, the cooling pump starts the water supply, the grinding wheel frame approaches the workpiece in fast forward, and then the grinding wheel frame feeds roughly, and then fine grinds and non-sparking grinding (smooth grinding) to the size, and continues grinding and processing. outline. The grinding wheel frame quickly retreats to the original position, the head frame stops rotating, the supply of coolant stops, the protective door is opened manually, and the material is manually unloaded to complete an automatic cycle processing. When the set number of processing pieces is completed, it will automatically enter the grinding wheel dressing state, dress the grinding wheel through a subroutine, and automatically compensate.
Machine tool processing accuracy (standard test piece):
a. Roundness: ≤0.003
b. Cylindricity: ≤0.008
c. Surface roughness: outer circle: Ra≤0.32μm
d. C-axis angle: ±0.0020
Model overview of Servo Surface CNC cylindrical grinder
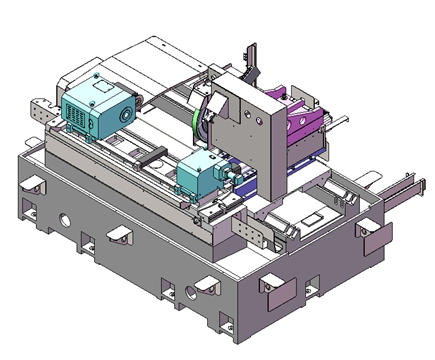
1.The MS8320 series follow-up CNC crankshaft grinder has a movable grinding wheel frame structure. The overall reduction of the machine tool contributes to the space saving of the production line. It has automatic feeding of the grinding wheel frame, rough and fine grinding, automatic gear skipping of the workbench, automatic dressing of the grinding wheel and Automatic compensation after trimming and other functions; this machine can grind the outer circle and end face of the workpiece at one time, and continuously grind multiple steps in one clamping. The processing can be programmed and batched, shortening the production cycle, thus enabling users to Obtain good economic benefits.
2:bed frame:
The integral structure of the machine bed fully considers the overall rigidity of the grinder. The castings are made of customized high-grade HT300 produced by Hangzhou Machinery Casting Co., Ltd. and have been subjected to secondary aging treatment. The guide rails and main joint surfaces are manually scraped after guide rail grinding. The wide water tank design ensures Cooling water return flow is smooth.
3: Control system
The CNC system is equipped with Japanese Lenac (special system for crankshaft) with built-in PLC and color LCD display. The operator can set grinding parameters through the display screen through human-machine conversation, edit the grinding process cycle, and realize automatic grinding of the machine tool. Color LCD display in Chinese, built-in machine tool control panel (axis selection switch, inching tool setting, quick feed, spindle speed setting, etc.), with X and Z axis linkage to realize linear feed and linear and arc interpolation of the two axes; sharing an electronic handwheel operation (with ×1, ×10, ×100 magnification switching); it can realize screw pitch error compensation, backlash compensation, grinding wheel dressing compensation, self-diagnosis and other functions. It has a communication interface with PC (RS232 interface) and is equipped with a memory card.
4:Transmission system
The grinding wheel frame feeding mechanism uses a cross slide to achieve X-axis and Z-axis linkage. The X-axis and Z-axis moving guide rails are equipped with Taiwan Shangyin heavy-duty ball guide rails with large bearing capacity and high feed sensitivity, ensuring the feed accuracy of the grinding wheel frame. The X-axis feed adopts Japanese Sodick series linear motor. Combined with high-precision Spanish Fagor grating ruler, closed-loop control is implemented, and the linear motor is equipped with a cooling device.
5: Grinding wheel spindle
The grinding wheel frame motor adopts a new generation disc type direct drive motor, which is directly connected to the dynamic and static pressure spindle, eliminating vibration and noise caused by the original belt drive, high torque transmission in the entire range, faster acceleration and deceleration characteristics and servo characteristics, good servo response and rigidity High and low noise. The spindle adopts an ultra-precision dynamic pressure spindle, which has sufficient static pressure bearing capacity when stationary, and can generate strong dynamic pressure power and ultra-high precision when rotating. The spindle is always suspended on the oil film, with no metal contact, and can maintain ultra-high precision for a long time. , its huge dynamic rigidity and load-bearing capacity are many times stronger than that of a ball bearing spindle, which improves its cutting accuracy and ensures the best combination of stiffness and accuracy of the machine tool. It is equipped with a domestic CBN grinding wheel and grinds at a constant linear speed of 80m/s.
6: Head frame
The main spindle of the machine tool headstock adopts a DD motor directly connected to the spindle structure and is equipped with a cooling function. The top number is Mohs 4#. It is controlled by the CNC system to link the rotation of the headstock spindle with the feed motion of the grinding wheel frame to achieve non-circular grinding profiling. sports.
7: Tailstock
Highly rigid tailstock, the sleeve adopts a dense ball bearing structure, with zero radial movement of the sleeve; ensuring zero radial clearance fit between the sleeve and the steel sleeve. The power source of the tailstock is hydraulic single-action, and the top number is Mohs 4#. When grinding workpieces of different lengths, you can loosen the hexagonal bolts and push the tailstock to move the tailstock longitudinally along the workbench to the desired position.
8: Measurement system
The machine tool is equipped with end face and corner measuring instruments to detect end face errors and corner positions.
9: Grinding wheel balance and backlash elimination system
Machine tools can be equipped with online dynamic balancing, backlash elimination and anti-collision devices. It can monitor and analyze the high-frequency signals generated by the grinding process, and can automatically monitor the quality of the grinding product and the quality of the grinding wheel dressing.
10:cutting cooling system
Equipped with a large-flow cooling pump and a 200L large-capacity paper filter water tank to fully ensure the cleanliness of the cooling water with a filtration accuracy of 30um, so that the grinding workpiece can achieve a very high finish; equipped with a multi-stage centrifugal pump, the water pump flow rate is 6m³/h, and the lift is 18m, power 0.55Kw, equipped with handheld cleaning water gun.
11.Hydraulic (separated from the bed), lubrication, pneumatic system
The hydraulic system adopts a comprehensive layout design of independent independent oil tanks (reasonable layout and placement, reducing floor space). The hydraulic oil tank has oil pressure, filter element clogging, and low oil level alarm functions. The grinding wheel frame spindle lubricating oil tank has temperature control, filter element clogging, and alarm functions. It has alarm functions such as low oil level and pressure loss protection, and is equipped with an accumulator.
Hydraulic components such as oil pumps and electromagnetic reversing valves are all joint venture products.
●The independent hydraulic station uses N32 hydraulic oil and is equipped with a pressure gauge display and a liquid level alarm function.
●All hydraulic pipelines should be arranged neatly.
●Pneumatic components are all selected from Taiwan Yadeke products
12:Dresser
A diamond roller dresser is equipped with a high-speed electric spindle, which is placed on the side of the head frame. According to needs, automatic dressing and automatic compensation are realized through the linkage of the X-axis and Z-axis.
13:Machine tool protection
The machine tool adopts a protective room that meets safety standards, which not only prevents coolant from splashing, but also ensures safe operation and a pleasant appearance. Each guide rail of the machine tool has a protective cover to prevent chips and coolant from entering the machine tool, and protect the guide rails and ball screws from wear and tear. corrosion.
●The machine tool protective cover adopts an organ protective cover with strong anti-corrosion and wear resistance.
●The front protective door is equipped with a safety door switch interlock protection to ensure the personal safety of the operator.
●The observation window is equipped with tempered glass.
●High-power oil mist dust collector.
14:Electrical system
For ease of operation; the system uses a multi-functional suspension arm. The electric box is equipped with LED lighting inside, the system is equipped with a foldable three-color alarm light, and the system panel is equipped with red and green indicator lights for working status.
●The main electrical components are from well-known brands.
●The electrical cabinet is equipped with a dehumidification and refrigeration device.
●The circuit is equipped with short-circuit protection, overload and overheating protection devices.
●The machine tool button station is equipped with an emergency stop button
●The machine tool lighting adopts 24V waterproof spotlight
The machine tool is equipped with three-color alarm lights, whose meanings are as follows
normal working green
Fault alarm red
Debugging and dressing of grinding wheels yellow
15: Lubrication methods for various parts of machine tools
Ball screw nut: Lubrication pump provides regular oil lubrication
Linear guide rail: Lubrication pump provides regular oil lubrication
Workbench guide rails: Mandatory oil lubrication
Grinding wheel frame spindle bearing: Circulating oil supply from dynamic and static pressure oil tank
Headstock pulley bearing: Lithium grease




.jpg)