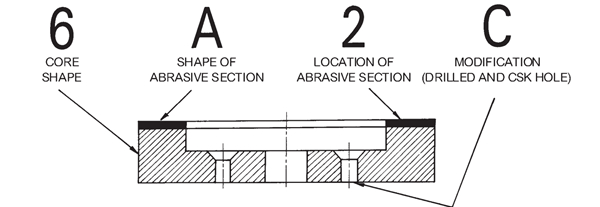
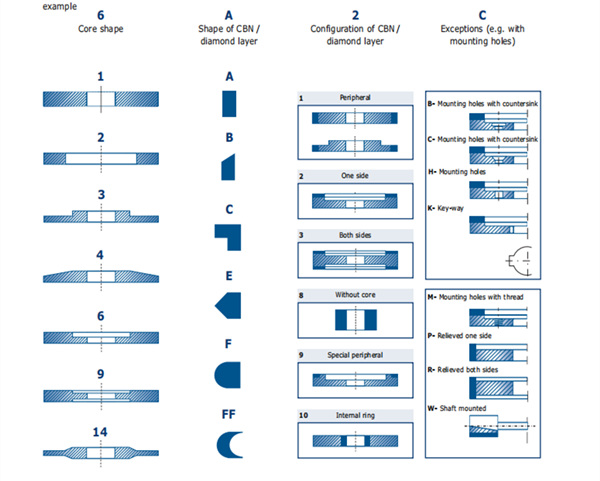
 Identification system of diamond & CBN wheels
Identification system of diamond & CBN wheels
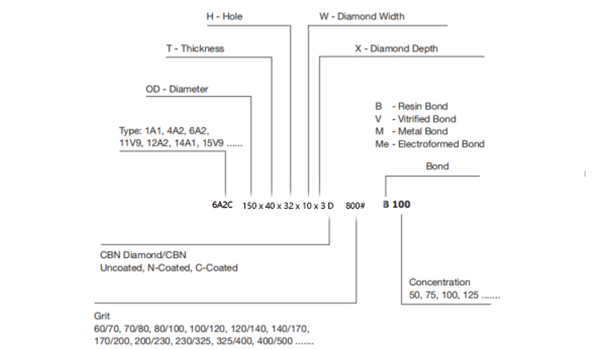
| Abrasive Type |
Mesh Size |
Hardness of Bond |
Concentration |
Bond Type |
Depth of Super Abrasive Section |
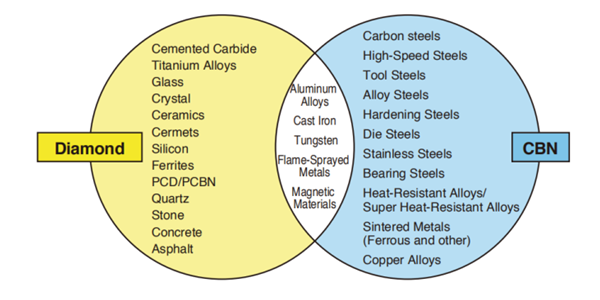
D: Natural Diamond
SD: Synthetic Diamond
SDC: Coated Synthetic Diamond
cBN: Cubic Boron Nitride
cBNC: Coated Cubic Boron Nitride |
16 100 400
18 120 600
20 140 800
30 170 1000
40 200 1500
50 230 2000
60 270 2500
80 325 3000 |
J Softer
L
N Medium
P
R Harder |
25 Lower
50
75
100
125
150
175
200 Higher |
B: Resin
V: Vitrified
M: Metal
P: Electroplated |
1.5 mm
2.0 mm
3.0 mm
5.0 mm |
Grit size
Diamond and CBN grit are available in many sizes and types. The grit size is dependent upon the desired surface finish. In addition, the grit size also has an important effect on the grinding behaviour of the wheel.
As far as the grit size is concerned, More SuperHard diamond complies with the FEPA standard.
| Grit |
Rough Grinding |
Finish Grinding |
Fine Grinding |
Lapping |
| Diamond |
D181 - D151 |
D126 - D91 |
D64 - D46 |
D30 - D15 |
| CBN |
B151 |
B126 |
B91 |
B46 |
Concentrations
The content of diamond or CBN in the grinding rim is heavily dependent upon the application. Generally, where rapid stock removal of tungsten carbide or hardened steel is intended, a concentration of 75 to 125 is selected. When a good surface finish is demanded, lower concentrations in combination with finer diamond or CBN powder are required. Concentrations of up to 150 are used for profile grinding wheels and cylindrical wheels which have a small contact area.
| Degree of Concentration |
Grain Content ct/cm³ |
| 200 |
8.8 |
| 175 |
7.7 |
| 150 |
6.6 |
| 125 |
5.5 |
| 100 |
4.4 |
| 75 |
3.3 |
| 50 |
2.2 |
| 25 |
1.1 |
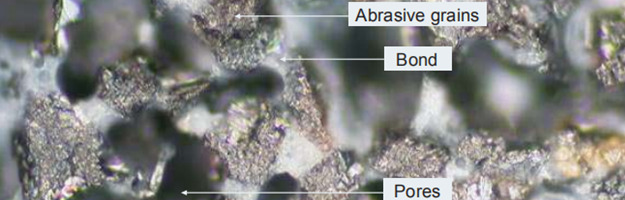
Hardness Structure
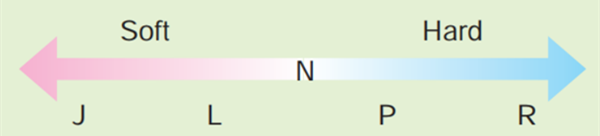
The hardness of a CBN or diamond grinding wheel is identified by a letter after the grit size. Superabrasive however, do not cover the total range found in conventional wheels i.e. very soft A to very hard Z.
The hardness of resin bonded superabrasive is defined as follows:
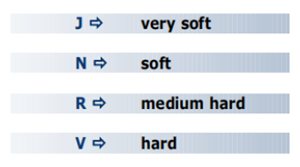 Vitrified bonded wheels lie mainly in the hardness range from M to maximum R.
Harder specifications for
Vitrified bonded wheels lie mainly in the hardness range from M to maximum R.
Harder specifications for
► Long chip materials
► Narrow width of diamond & CBN layer
► Grinding where highly effective coolant used
Softer specification for
► Short - chip materials
► Wider layer of diamond & CBN
► Dry grinding or low concentration soluble
► Fine grit sizes